Wer im Alltag eine Getränkedose öffnet oder in der Küche einen Kochtopf benutzt, hält in der Regel das Ergebnis eines der am weitesten verbreiteten Fertigungsverfahren in Händen. Das Tiefziehen gehört zu den zentralen Verfahren der Blechumformung und ist aus der modernen Industrie nicht wegzudenken. Es ermöglicht die Herstellung nahtloser Hohlkörper aus ebenen Blechzuschnitten in einer Geschwindigkeit und Präzision, die kaum ein anderes Verfahren erreicht. Besonders im Kontext wirtschaftlicher Losgrößen positioniert sich diese Technik als unverzichtbarer Standard, der – richtig angewendet – enorme Kostenvorteile gegenüber alternativen Methoden wie dem Metalldrücken bietet.
Vom Blechzuschnitt zum Hohlkörper: Verfahrensgrundlagen und Anbieter
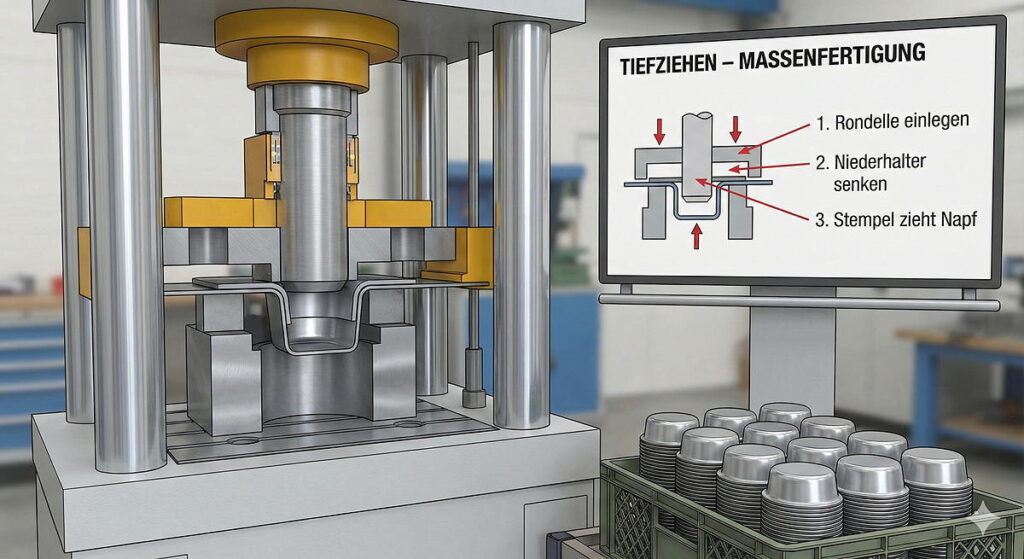
Technisch betrachtet definiert sich das Verfahren gemäß DIN 8584 als das Zug-Druck-Umformen eines ebenen Blechzuschnitts in einen einseitig offenen Hohlkörper oder das weitere Umformen eines solchen Hohlkörpers in einen mit geringerem Umfang. Der Prozess wirkt auf den ersten Blick simpel, erfordert jedoch ein tiefgreifendes Verständnis der Materialphysik. Ein Stempel drückt das Blech durch eine Matrize (den Ziehring), wobei das Material fließen muss, ohne zu reißen oder Falten zu werfen.
Für Unternehmen, die komplexe Bauteile in Serie benötigen, ist die Wahl des richtigen Fertigungspartners oft ausschlaggebend. Spezialisierte Anbieter verfügen über den notwendigen Maschinenpark, um auch große Dimensionen zu bewältigen. Ein Beispiel hierfür ist die aha! Albert Haag GmbH. In der dortigen Fertigung wird das Tiefziehen für Produkte aller Art eingesetzt, seien es robuste Töpfe oder präzise Filterkörper. Die technischen Kapazitäten erlauben dabei die Bearbeitung von Teilen mit einer Länge von bis zu 1000 Millimetern und einer Breite von 700 Millimetern. Auch bei der Ziehtiefe, einem kritischen Parameter, werden beachtliche Werte erreicht: Die maximale Tiefe eines Teiles liegt hier bei 350 Millimetern. Um solche Dimensionen zu handhaben, sind entsprechende Maschinen erforderlich – die Tischabmessungen reichen in diesem Fall bis zu 1600 Millimetern. Solche Spezifikationen verdeutlichen, dass modernes Tiefziehen längst nicht mehr auf Kleinteile beschränkt ist, sondern auch voluminöse Gehäuse und Behälter wirtschaftlich realisiert.
Das physikalische Zusammenspiel der Kräfte
Der Erfolg des Umformprozesses hängt von der exakten Balance der wirkenden Kräfte ab. Im Flanschbereich des Blechs entstehen durch das Hineinziehen in die Matrize tangentiale Druckspannungen. Diese Spannungen sind kritisch: Werden sie zu groß, weicht das Material aus und bildet Falten. Um dies zu verhindern, kommt ein Blechhalter zum Einsatz, der den Zuschnitt mit einer definierten Kraft auf die Matrize presst.
Gleichzeitig treten in der Zarge – der senkrechten Wand des entstehenden Hohlkörpers – radiale Zugspannungen auf. Diese übertragen die Kraft vom Stempel in den Flansch, um das Material nachzuziehen. Übersteigt die Zugspannung die Festigkeit des Werkstoffs, kommt es zum Bodenreißer, einem der häufigsten Fehlerbilder. Die Kunst liegt also darin, den Materialfluss so zu steuern, dass das Blech weder blockiert noch zu schnell nachfließt.
Moderne Fertigungsanlagen nutzen hierfür oft hydraulische oder servoelektrische Ziehkissen, die eine präzise Steuerung der Blechhalterkraft über den gesamten Ziehweg ermöglichen. So lässt sich die Haltekraft variieren: zu Beginn hoch, um den Einlauf zu starten, und später angepasst, um den Materialfluss bei komplexer werdender Geometrie zu optimieren.
Werkstoffkunde und Tribologie
Nicht jedes Metall eignet sich gleichermaßen für diese Belastungen. Die Eignung eines Werkstoffs wird maßgeblich durch seine Anisotropie (r-Wert) und seinen Verfestigungsexponenten (n-Wert) bestimmt. Tiefziehfähige Stähle, Aluminiumlegierungen, Kupfer und Messing sind die gängigsten Materialien. Besonders in der Automobilindustrie kommen vermehrt hochfeste Stähle zum Einsatz, um Gewicht zu sparen. Diese verlangen den Werkzeugen jedoch alles ab, da mit steigender Festigkeit auch die Rückfederung zunimmt, was die Maßhaltigkeit erschwert.
Ein oft unterschätzter Faktor ist die Tribologie, also die Lehre von Reibung und Verschleiß. Zwischen Werkzeug und Werkstück herrschen enorme Kontaktpressungen. Ohne den Einsatz spezialisierter Schmierstoffe würde das Werkzeug schnell verschleißen (Fressen) oder das Bauteil beschädigt werden. Die Wahl des Schmiermittels – ob Ziehöle, Emulsionen oder Trockenschmierstoffe – beeinflusst die Oberflächenqualität des Endprodukts direkt. In Branchen wie der Medizintechnik oder der Lebensmittelindustrie müssen diese Schmierstoffe zudem leicht entfernbar und gesundheitlich unbedenklich sein.
Wirtschaftlichkeit im Vergleich zum Metalldrücken
Bei der Entscheidung für ein Fertigungsverfahren steht meist die Losgröße im Mittelpunkt. Hier zeigt sich eine klare Trennlinie zum Metalldrücken. Das Drücken ist ein Verfahren, bei dem das Blech rotierend über ein Drückfutter geformt wird. Es punktet vor allem bei geringen Stückzahlen, Prototypen oder sehr großen, rotationssymmetrischen Teilen, da die Werkzeugkosten vergleichsweise niedrig sind. Es wird oft nur ein formgebendes Futter benötigt, und Änderungen sind schnell umsetzbar.
Das Tiefziehen hingegen erfordert Investitionen in komplexe Werkzeugsätze aus Stempel, Matrize und Blechhalter, oft gefertigt aus gehärtetem Werkzeugstahl oder Hartmetall. Diese Initialkosten sind hoch. Doch sobald diese Hürde genommen ist, sinken die Stückkosten rapide. Die Zykluszeiten beim Tiefziehen sind extrem kurz – oft nur wenige Sekunden pro Teil. Für die Massenfertigung, etwa bei Serien von mehreren tausend bis zu Millionen Stück, ist das Verfahren daher unschlagbar. Die hohen Rüst- und Werkzeugkosten amortisieren sich über die Menge, sodass der Preis pro Bauteil auf ein Niveau fällt, das mit handwerklicheren Verfahren wie dem Drücken nicht darstellbar wäre.
Qualitätssicherung und Fehlerbilder
Trotz fortschrittlicher Maschinentechnik bleibt die Prozesssicherheit ein dauerhaftes Thema. Schwankungen in der Materialcharge, etwa leichte Dickenunterschiede oder variierende Festigkeiten, können das Ergebnis sofort beeinflussen. Ein klassisches Phänomen ist die Zipfelbildung am oberen Rand des Hohlkörpers. Sie resultiert aus der planaren Anisotropie des gewalzten Blechs – das Material fließt je nach Walzrichtung unterschiedlich schnell. In der Praxis führt dies dazu, dass der Rand nach dem Ziehen uneben ist und in einem separaten Arbeitsgang beschnitten werden muss.
Ein weiterer kritischer Punkt ist die Oberflächengüte. Da das Material stark gedehnt wird, vergrößert sich die Kornstruktur an der Oberfläche, was als „Orangenhaut“ sichtbar werden kann. Für Sichtteile, etwa im Interieur von Fahrzeugen oder bei hochwertigen Haushaltsgeräten, ist dies inakzeptabel. Hier hilft oft nur der Einsatz von Feinkornstählen oder Zwischenglühungen bei mehrstufigen Ziehprozessen.
Um solchen Problemen vorzubeugen, setzen Ingenieure heute standardmäßig auf FEM-Simulationen (Finite-Elemente-Methode). Bevor das erste Stück Metall geschnitten wird, durchläuft das Bauteil einen virtuellen Ziehprozess. Kritische Zonen mit übermäßiger Ausdünnung oder Faltengefahr werden so bereits am Bildschirm identifiziert, was teure Korrekturschleifen am physischen Werkzeug drastisch reduziert.
Mehrstufige Prozesse und komplexe Geometrien
Reicht ein einzelner Zug nicht aus, um die gewünschte Tiefe oder Form zu erreichen, wird der Prozess in mehrere Stufen unterteilt. Das sogenannte Weiterziehen ermöglicht es, das Verhältnis von Ziehtiefe zu Durchmesser schrittweise zu erhöhen. Dies geschieht häufig in Folgewerkzeugen, wo das Blechband durch mehrere Stationen getaktet wird: Vom ersten Napfzug über mehrere Abstufungen bis hin zum Kalibrieren und Beschneiden.
Gerade bei asymmetrischen Teilen, wie sie im Karosseriebau üblich sind (z. B. Kotflügel oder Türinnenbleche), stößt das konventionelle Tiefziehen an Grenzen. Hier helfen Technologien wie das hydromechanische Tiefziehen, bei dem die Matrize durch ein unter hohem Druck stehendes Wirkmedium (Wasser oder Öl) ersetzt wird. Das Blech wird vom Stempel gegen dieses Flüssigkeitspolster gedrückt, was eine gleichmäßigere Wanddickenverteilung und höhere Ziehverhältnisse ermöglicht. Auch lassen sich so hinterschnittige Formen erzeugen, die mit starren Werkzeugen nicht entformbar wären.